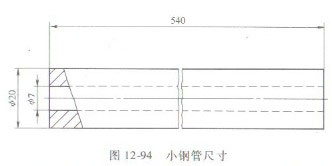
The dimensions of the small steel pipe are shown in Figure 12-94. The outer diameter is 20mm, the inner diameter is 7mm, and the length is 540mm. Each piece has a mass of about 11kg and is made of 50 steel. Normalizing, quenching and tempering are required.
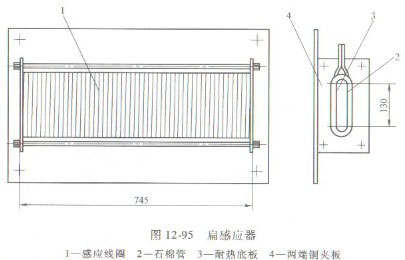
In the past, small steel pipes were heated in a 45kw box-type electric furnace for normalizing and quenching. Each furnace was equipped with 80 pieces of small steel pipes. The heating time was 1.5 hours. The normalizing heating temperature was 910-930°C. The production capacity per hour was 53 pieces, single product. Power consumption is 0.85kw/h. The small steel pipe is heated by medium frequency induction. The frequency of the medium frequency power supply is 2500Hz and the power is 100kw. The medium frequency inductor used is shown in Figure December 5. It is mainly composed of induction coil, asbestos tube, heat-resistant bottom plate, copper plywood at both ends and other parts. And connect them with copper tie rods. The induction coil is wound with 8mmx10mm and 10mmx12mm square pure copper tubes. The 8mmx10mm square pure copper tubes are arranged at both ends of the induction coil to enhance the magnetic field intensity and compensate for the magnetic field loss at both ends. Figure 12-94 of the 58 turns of the induction coil The size of the small steel pipe itself becomes a loop and generates heat. Five pieces of small steel pipes are heated simultaneously in the inductor, one piece is loaded and one piece is discharged every 22 seconds. The power is 60kW, the heating temperature is 910-930℃, the productivity is 163 pieces/h, and the power consumption of a single product is 0.37kw/h.
Tempering heating of small steel pipes used to be carried out in combination with a 35kw lead bath furnace and a 15kw nitrate tank. That is, 18 pieces of small steel pipes were installed on the fixture, one end was cooled by a water tank, and the other end (accounting for 95% of the length) was immersed in the lead bath furnace. Heating for 6 minutes, taking it out for air cooling, and then performing additional tempering at the other end in the nitrate tank to achieve the purpose of requiring higher hardness in one section of the small steel pipe. The production capacity is 180 pieces/h, and the power consumption of a single product is 0.278 kw/ h. The small steel pipes are tempered by medium-frequency induction heating. The frequency of the medium-frequency power supply is 2500Hz and the power is 100kw. The medium-frequency inductor used is a circular spiral tube coil. Six small steel pipes are placed in the inductor. Installed on the fixture, the end with higher hardness requirements uses a shielding cap to block part of the electromagnetic wave, and the heating temperature of this end is lower, and the hardness will be higher. Put the jig into the sensor and heat it for 56s until the temperature reaches 650 - 680°C, then take it out. The production capacity is 386 pieces/h, the power is 60kw, and the power consumption of a single pestle product is 0.155kw/h. Because the gas produced by the lead heating and melting of the lead bath furnace is poisonous and harmful to the health of workers, it is very necessary to use medium frequency induction heating to eliminate the lead bath furnace, which not only saves electric energy but also improves the working conditions in the workshop.



 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  vi
vi  th
th  pl
pl 








 GS-ZP-50
GS-ZP-50


