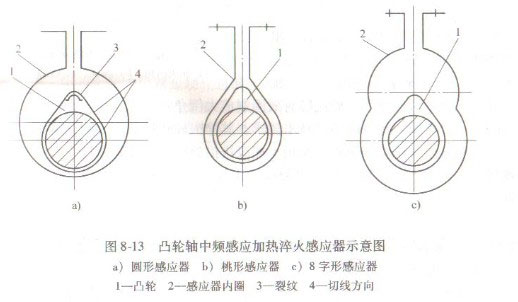
The camshaft is an important part of the automobile engine mechanism. Its main function is to open and close the valve at a certain time. During the working process, in addition to bearing bending and torsion loads, the camshaft mainly bears alternating extrusion stress and the friction of the tappet. The camshaft material is 45 steel, and the surface is strengthened by medium-frequency induction heating and quenching using a circular inductor. During the production, it was discovered that after quenching the cam, the peach tip was cracked, the hardened layer in the tangential direction failed to meet the technical requirements, and the workpiece rejection rate reached 28.5%. The schematic diagram of the camshaft medium frequency induction heating quenching sensor is shown in Figure 8-13.
Examination of the fracture surface revealed that the macroscopic fracture surface showed a bright gray metallic luster and a granular structure, and the cracks collapsed along the peach tip arc, indicating that the cracks originated from the inside of the hardened layer. Analysis believes that the quenching cracks at the cam tip are related to the following factors:
1) The cross-sectional size of the cam tip changes greatly, which can easily cause stress concentration during quenching and heating.
2) Raw material defects. After inspection, it was found that 38.5% of the carbon content in the workpiece material exceeded the standard. As the carbon content increases, the tendency of the workpiece to be quenched and cracked increases.
3) The cold working stress of the workpiece causes residual stress in the workpiece. When the workpiece is induction heated and quenched, it superimposes with the thermal stress tissue stress, causing quenching cracks in the camshaft. The cold working residual stress increases the risk of quenching cracks.
4) The influence of the shape and size of the sensor design. The original design of the circular sensor size was 58mm × 12mm, and the effect was not good. During medium-frequency heating, the temperature of the peach tip is relatively high, and the temperature difference between various parts is large. After water spray cooling, it was found that a large number of martensite structures with uneven carbon content appeared in the quenched layer structure. The low carbon martensite was black and the white area was martensite structure with higher carbon content. Different structures cause the peak tensile stress at the tip of the workpiece formed by the superposition of structural stress, thermal stress and residual stress from cold processing of the workpiece after medium-frequency induction heating quenching and is located inside the hardened layer, causing quenching cracks in the workpiece. Based on the above analysis, the process improvement measures and countermeasures are proposed as follows:
1) Strictly control the material composition and mechanical properties of the workpiece. The mass fraction of carbon should be controlled between 0.43%-0.48%.
2) Optimize preliminary heat treatment. The grain size of the workpiece blank should be 6-8 after normalizing. After cold working, a stress relief annealing treatment (550℃x2h) is added before the workpiece is quenched.
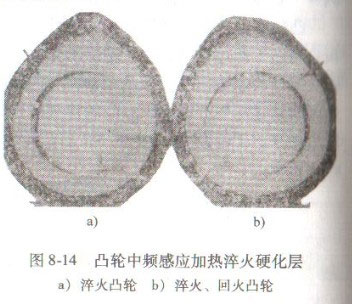
3) Use a figure-8 shaped sensor. Tests have shown that when circular and peach-shaped sensors are used, there are more cracks at the peach tip and cannot meet the technical requirements. After adopting the 8-shaped inductor, the temperature difference between the peach tip and other parts is small. The effective circle of the inductor is made into a large chamfer shape. The chamfered part is equipped with a water spray hole, which ensures uniform cooling and excellent quenching structure. It meets the technical requirements and is quenched and hardened. The layers are shown in Figure 8-14. After adopting the above improvement measures for the medium frequency induction heating quenching of the camshaft, the quenching structure of the workpiece is good, the performance of the workpiece is excellent, the quenching cracks at the peach tip are basically eliminated, the workpiece yield rate reaches 97%-98%, and the production runs well.



 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  vi
vi  th
th  pl
pl 








 GS-ZP-50
GS-ZP-50


